物料的熔融过程得到优化,从而提高挤出产量,实现了物料熔体在较低温度的挤出。
通过隔离间隙内特定的剪切作用,使物料达到了良好的均化。
熔融塑化过程受到了控制,也就是说,只有比隔离间隙小的粒子才能进入熔体通道。
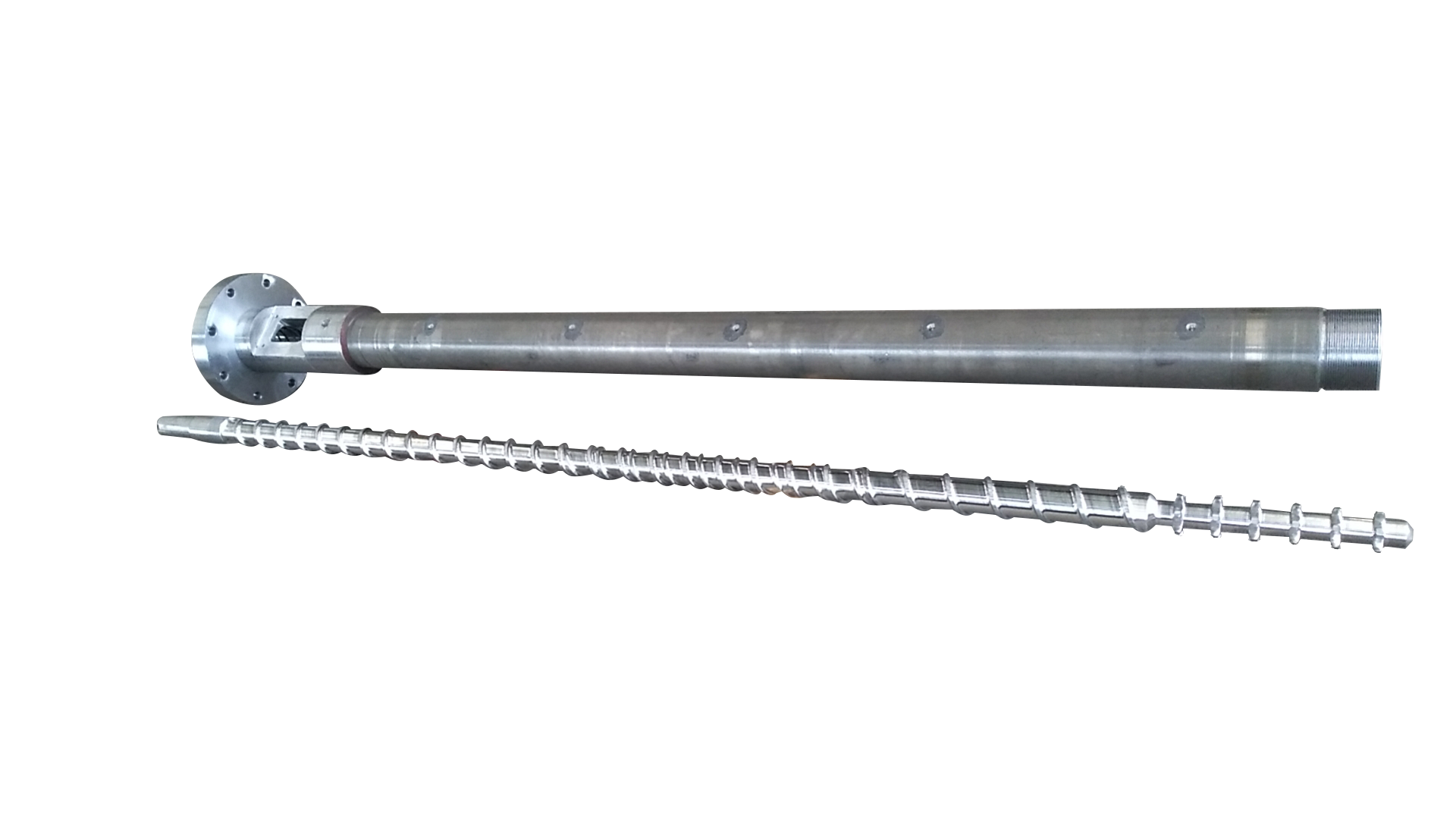
材料:38CrMoAlA
工艺:渗氮和双金属
氮化层深度:0.5mm-0.7mm
双金属螺杆:合金层硬度HRC>60
渗氮层硬度: HV960-1100
合金层深度:2~2.5
螺杆直线度:0.015mm
镀铬螺杆:铬层厚度:0.03-0.06mm
表面光洁度:0.04Ra/um~0.08Ra/um
氮化脆性:小于2级
长径比:1:(33~42)

0580-8052262
0580-8052262